





Ленточный питатель с бункером: инновации и уход?
2026-02-05
содержание
Когда слышишь про ленточный питатель, многие сразу думают о простой конвейерной ленте под загрузочной ёмкостью. Но тут и кроется первый подводный камень — считать его просто ?транспортёром?. На деле, это узел, от которого зависит стабильность всей подачи, будь то щебень на АБЗ или концентрат в цехе обогащения. И главная головная боль — это как раз стык бункера и самой ленты, место, где рождаются все проблемы: зависания, сегрегация материала, неравномерная нагрузка.
Не инновации ради, а решение проблем
Вот смотришь на новые модели, там везде говорят про ?умные? датчики и автоматику. Это, конечно, хорошо. Но часто за красивыми словами скрывается попытка продать тебе кота в мешке. Самый яркий пример — системы контроля загрузки с лазерными сканерами. Идея: сканируешь профиль материала на ленте, корректируешь скорость. На бумаге — идеально. А на практике в запылённом цехе? Этот лазер за неделю покроется такой плёнкой, что будет показывать невесть что. Приходится ставить системы продувки, а это ещё один узел для обслуживания.
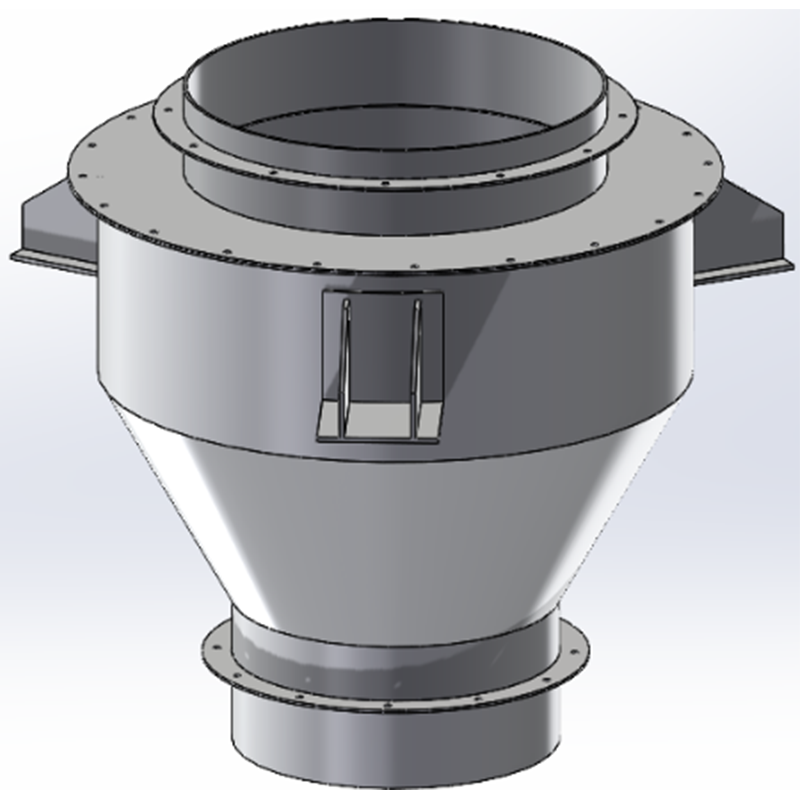
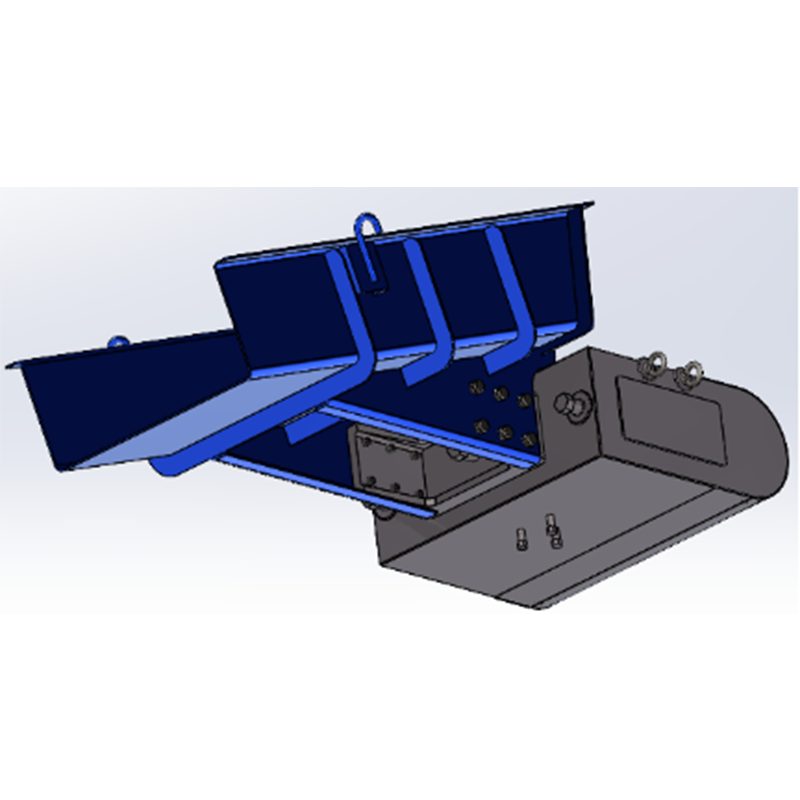
По-настоящему рабочей инновацией я считаю не навороты, а, например, геометрию перехода от бункера к ленте. Раньше часто делали стандартный течки. Материал, особенно влажный, липкий, забивался в углах. Сейчас некоторые производители, включая ту же китайскую ООО Чэнду Руиту Электроникс, предлагают бункера с асимметричными разгрузочными горловинами и встроенными виброрыхлителями. Не скажу, что это панацея, но для определённых типов сырья — работает. У них в описании как раз упор на системы управления для таких задач, что логично.
А вот что точно нельзя забывать, так это привод. Тут мода на частотные преобразователи. Плавный пуск, экономия энергии — всё верно. Но видел я историю на одном из комбинатов: поставили самый современный преобразователь, а питатель работал с большими ударными нагрузками из-за крупнокускового материала. Через полгода — отказ электроники, сгорели ключи. Оказалось, при выборе просто не учли пиковые моменты и не поставили должный дроссель. Инновации инновациями, а фундаментальный расчёт — прежде всего.
Уход — это не только смазка
Обслуживание ленточного питателя часто сводят к графику смазки роликов и натяжке ленты. Это основа, да. Но уход начинается с правильной эксплуатации. Самый частый грех — работа ?под завязку?, на пределе производительности. Заказчик хочет выжать из линии всё, и питатель грузят по максимуму. А потом удивляются, почему быстро изнашивается и лента, и борта, и ролики. Ресурс узла падает в разы.
Критичная точка — узлы загрузки. Там, где материал падает на ленту. Накладки из износостойкой стали или полиуретана — обязательно. Но их надо не просто поставить и забыть. Надо смотреть на характер износа. Если стирается неравномерно, значит, поток материала идёт нецентрированно, бьёт в одну точку. Это вопрос к геометрии самого бункера или положению направляющего лотка. Часто эту проблему решают установкой рассекателя потока, простейшая железка, а эффект огромный.
И про очистку. Особенно если материал пыльный или мелкодисперсный. Обратная сторона ленты, ролики — всё забивается. Самотечные скребки — дешево, но для липких материалов неэффективны. Вращающиеся щёточные очистители — лучше, но их механизм нужно постоянно проверять, чтобы щетина не стёрлась в ноль и вал не заклинило. Видел, как на одном из предприятий просто забыли про этот узел, в итоге лента начала проскальзывать, привод перегрелся. Мелочь, а остановила линию на смену.
Истории из практики: когда теория молчит
Был у нас опыт с подачей бентонитовой глины. Материал специфический — при определённой влажности становится как пластилин. Стандартный ленточный питатель с прямоугольным бункером встал колом за два часа. Материал образовал ?свод? и перестал ссыпаться. Казалось бы, нужен вибратор. Но от вибрации глина ещё больше уплотнялась. Решение нашли полукустарное: в горловину бункера вварили несколько штанг, которые разрушали этот свод по мере выгрузки. Неэлегантно, но сработало. Позже уже заказали бункер с коническим днищем и шнековым рыхлителем, но первый опыт показал, что не всё решают каталоги.
Другая история связана с точностью дозирования. Для шихты нужна была высокая точность. Поставили питатель с весовой системой на тензодатчиках. Всё откалибровали на холостом ходу и с тестовым материалом — идеально. А в реальном цехе, где рядом работают дробилки, от вибрации показания начали ?плясать?. Пришлось делать независимую фундаментную плиту под весь узел с виброизоляцией. Кто бы мог подумать, что вибрация от соседнего оборудования так повлияет? В описании систем автоматизации, например, от ООО Чэнду Руиту Электроникс, часто акцентируют, что их решения по управлению адаптированы для сложных промышленных условий. Думаю, как раз под такие случаи — когда нужно фильтровать помехи и стабилизировать сигнал.
А ещё был случай с морозом. Работа на улице, питатель для песка. Зимой песок смерзался в бункере. Обогрев стенок электрическими лентами помогал слабо — грелась стенка, но не вся масса. Пробовали антиадгезионное покрытие — на время помогло. В итоге пришли к комбинированному решению: утеплили сам бункер, плюс поставили инфракрасные излучатели направленного действия на горловину, чтобы прогревать именно поток при старте. Иногда уход — это не борьба с последствиями, а предвосхищение условий.
Выбор и адаптация: не бывает универсала
Сейчас на рынке много готовых решений. Но слепо брать ?каталоговскую? модель — путь к проблемам. Ключевой момент — анализ материала. Не только его насыпная плотность и размер фракции. Абразивность, влажность, температура, склонность к слёживанию или сегрегации — всё это диктует конструктивные особенности. Для абразивного материала (тот же кварцевый песок) нужны ролики с лабиринтными уплотнениями повышенной защиты, иначе подшипники посыпятся за месяц.
Часто упускают из виду вопрос ремонтопригодности. Красивая, обтекаемая конструкция с минимумом болтовых соединений. А когда нужно заменить ролик в середине става? Приходится разбирать пол-конструкции. Хорошо, когда производитель предусмотрел легкосъёмные крышки или телескопические направляющие для ленты. Это не инновация, это здравый смысл, рождённый на эксплуатации.
И конечно, система управления. Она должна быть не просто кнопкой ?пуск-стоп?, а позволять гибко настраивать циклограмму работы, интегрироваться с общим контуром управления линией. Вот где опыт интеграторов, которые понимают не только в железе, но и в софте, бесценен. Если судить по описанию компании ООО Чэнду Руиту Электроникс, они как раз из таких: занимаются и ?железом?, и программным обеспечением для АСУ ТП, а их техспециалисты имеют опыт в металлургии и химии — отраслях, где требования к надёжности и точности подачи крайне высоки.
Вместо заключения: мысль вслух
Так что, возвращаясь к заголовку. Инновации в ленточных питателях с бункером — это не про наклейку ?smart?. Это про более продуманные материалы, про эргономику обслуживания, про системы управления, которые не боятся реальных цеховых условий. Это эволюция, а не революция.
А уход — это не свод правил из инструкции. Это внимательность. Прислушиваться к звуку работы роликов, смотреть на характер износа ленты, замечать, как ведёт себя материал в бункере при изменении влажности. Это постоянный диалог с оборудованием.
И главное — не бояться дорабатывать. Готовое решение с завода — это часто полуфабрикат. Его окончательная обкатка и притирка к конкретному технологическому процессу происходит уже на месте. И в этом, пожалуй, и заключается настоящая профессия — не просто поставить, а вписать, заставить работать долго и стабильно. Вот о чём на самом деле стоит думать, когда выбираешь или обслуживаешь этот, казалось бы, простой узел.